

Процесс 1: Прокладка кабеля
1. Предсменная перекличка
Перед началом работ весь персонал собирается у входа на строительную площадку для проверки работоспособности и инструментов. Руководитель строительства проводит инструктаж по технике безопасности, разъясняя объём, продолжительность и требования безопасности работ.

2. Размотка кабеля
Стандартная длина кабельного барабана составляет 3 км. Перед укладкой кабели следует размотать и расположить в форме двойной «∞», что позволит одновременно укладывать их в обоих направлениях (кабель A на меньший километр, кабель B на больший километр) для повышения эффективности. Во время размотки следует избегать люфтов, перешагивания и чрезмерного давления на кабель.

3.Прокладка кабеля
Под мостами кабели протягиваются через блоки в желоба высокоскоростных железных дорог и укладываются с помощью кабельной протяжки. На прямых участках блоки устанавливаются через каждые 20 м; на поворотах и в ключевых зонах, таких как распределительные коробки, для удобства установки блоков открываются крышки. После прокладки кабели должны лежать прямо, с радиусом изгиба не менее 25 внешних диаметров, быть четко обозначенными, не пересекать существующие кабели и иметь достаточный запас для обслуживания.

4.Завершение укладки
После укладки извлеките вспомогательное оборудование из желобов и установите крышки на место. Строители организованно отходят. Уборщики продвигаются с обеих сторон к проходу, проверяя наличие остатков.

Процесс 2: Сращивание кабелей
1.Подготовка
Перед началом процесса зачистки подготовьте следующие инструменты: сварочный аппарат, скалыватель, кольцевой резак, продольный резак, инструмент для снятия изоляции, муфту для сращивания, отвёртки, плоскогубцы (различных типов) и клейкую ленту. Перед началом процесса зачистки очистите кабель.

2. Зачистка кабеля
Используйте кольцевой резак для разрезания оболочки кабеля: зажмите кабель, затяните рукоятку и вращайте по часовой стрелке, следуя принципу: два оборота – один затяжка. Затем продольным резцом снимите внешнюю оболочку и, наконец, снимите внутреннюю оболочку с помощью ножа для зачистки (минимальная длина 2,7 м).

3. Крепление кабеля
Установите кабель на соединительные кронштейны со стопорными кольцами, последовательно располагая буферные трубки. Выступающая часть в месте крепления должна составлять около 3 мм. Армирующие волокна крепятся к боковой части кронштейна, загнутые вниз.

4. Хранение волокон в закрытом помещении
Обеспечьте наличие не менее двух петель провисания волокна внутри муфты длиной не менее 1,6 м. Пометьте буферные трубки, зачистите 2 см около входа в хранилище, очистите от смазки, изолируйте каждое волокно по отдельности термоусадочной трубкой и снимите 2–3 см покрытия на конце волокна.

5. Испытание на разряд сварочного аппарата
Установите параметры сварочного аппарата и проведите испытания на разряд на подготовленных временных волокнах. Повторите процедуру по мере необходимости. Продолжайте, только если результаты соответствуют стандартам.

6.Сварка волокон
Сращивайте волокна в соответствии с последовательностью расположения волокон и цветов. Очистите волокна спиртовыми тампонами, сколите концы, чтобы они были гладкими, чистыми и имели угол среза не более 0,5°. Сращивайте оба конца, не оставляя пыли и пузырьков, затем наденьте термоусадочную трубку. Держите защитную крышку сварочного аппарата закрытой и располагайте термоусадку по центру во время подготовки.

7. Волоконно-оптическое хранилище
Располагайте термоусадочные трубки последовательно. Укладывайте волокна со сторон кабеля A и B одновременно, желательно с четным количеством витков для компенсации скручивания. Радиус изгиба должен быть не менее 40 мм.

8. Герметизация затвора
Поместите подготовленный лоток для хранения в соединительную муфту. Установите уплотнительные прокладки надлежащим образом, закрепите заглушки и затяните болты по диагонали в два этапа.

Процесс 3: Тестирование сварных соединений
1.Подготовка к тесту
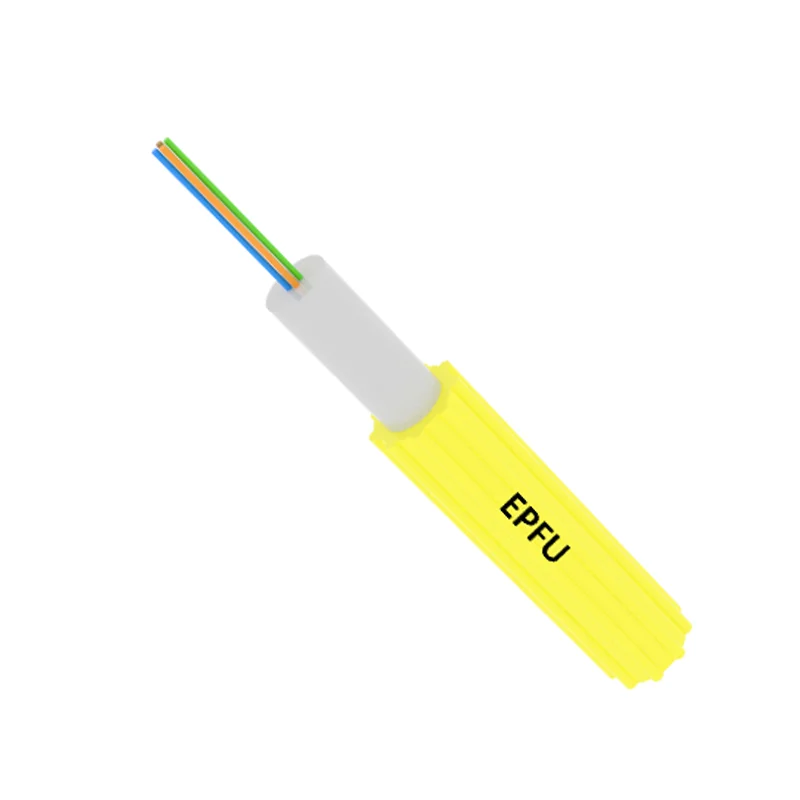
Подтвердите тип кабеля, количество жил, место и время тестирования. Подготовьте необходимые контрольные приборы. Для тестирования один конец кабеля должен быть заделан или надёжно закольцован. Для этого проекта используется 288-жильный кабель G.654E; средние потери на сварном соединении на одно волокно не должны превышать 0,025 дБ.

2. Тестирование сварных соединений
Используйте «сквозную петлю оптоволокна с подвижными точками обнаружения и двунаправленным мониторингом». Задайте параметры рефлектометра (показатель преломления, длительность импульса, диапазон измерения) и проверьте каждую сварку в обоих направлениях (AB и BA). Если результаты неудовлетворительны, сообщите об этом специалисту по сварке для повторной проверки. Запишите результаты и укажите следующую точку сварки.

3. Завершение теста
Поместите заполненную карту результатов сварки в муфту, указав время, место и персонал, выполнявший сварку. Загерметизируйте муфту, закрепите её на антивибрационных кронштейнах в желобе и проведите контрольные испытания. Сохраните данные и заполните «Протокол испытаний потерь в кабельных соединениях», подписанный руководителем на объекте.


Краткое содержание
Проекты национальной магистральных коммуникаций являются ключевыми инициативами, поддерживающими государственную стратегию. Проекты специализированных железнодорожных кабелей связи обеспечивают резервные линии для железнодорожной магистрали. Реализация этого проекта способствует развитию цифровой экономики, региональной координации и национальной модернизации.





